PPR trubka PN 16 - d 20 x 2,8
na studenú vodu
1,20 € bez DPH

Trubky nie je možné priložiť k ďalšiemu objednanému tovaru.
Max.dĺžka:
GLS - 1,95m
Toptrans - 4m
Určené:
- pre rozvody teplej a studenej vody
- pre spájanie zváraním
Potrebné náradie
1/ Elektrická zváračka pre polyfúzne zváranie, vybavená zváracími nástavcami potrebnej dimenzie
2/ Dotykový teplomer
3/ Špeciálne nožnice alebo rezák (v prípade núdze píla na železo)
4/ Ostrý vreckový nôž s krátkou čepeľou
5/ Hadra z nesyntetického materiálu
6/ Lieh
7/ Meter, značkovač
Príprava náradia
1/ Najprv na zváračku pevne uchytíme zváracie nástavce
2/ Zváračku pomocou regulátora nastavíme na teplotu 250 ° – 270 °C a zapojíme do siete (doba ohrevu zváračky sa riadi podmienkami okolitého prostredia)
3/ V zahriatom stave vyčistíme zváracie nástavce od nečistôt z predchádzajúceho zvárania handričkou z nesyntetického materiálu, aby nedošlo k poškodeniu teflónovej vrstvy
4/ So zváračkou môžeme začať pracovať, až sa pomocou LED diódy a dotykového teplomera uistíme, že je zváračka dostatočne nahriata, dotykový teplomer slúži na do-regulovanie teploty na 250 – 270 °C
5/ Správnu funkciu špeciálnych nožníc alebo rezacieho kolečka skontrolujeme jedným alebo dvoma kontrolnými rezmi skúšobnej trubky - pri kontrolnom rezaní nesmie dôjsť k zmačkaniu vonkajšieho priemeru trubky
Príprava materiálu
1/ Všetok materiál dôkladne skontrolujeme pred začatím práce
• U prvkov nesmie byť žiadnym spôsobom zoslabnená stena
• U uzatváracích prvkov pred montážou skontrolujeme funkčnosť a závity skontrolujeme protikusom
• Zváracie hrdlá a časti trubiek k zasunutiu do hrdla očistíme a odmastíme
• Tvarovky nasunieme na tŕň a skontrolujeme, či nie sú na tŕni príliš voľné - tvarovky, ktoré sa na tŕni viklajú, vyradíme!!!
Vlastný postup zvárania
1/ Zmeráme potrebnú dĺžku trubky a trubku odrezáme (musíme-li pri tom použiť pílu na železo, nožom očistíme odrezaný okraj trubky od otrepov)

2/ Ďalej sa odporúča nožom alebo špeciálnym prípravkom zraziť pod uhlom 30 ° – 45 ° vonkajší okraj konca trubky určený na nahriatie, a to predovšetkým pri priemeroch nad 40 mm (odhranenie)
• Tým sa zabráni hrčeniu materiálu pri zasúvaní konca trubky do tvarovky
3/ Fixkou alebo značkovačom sa odporúča označiť na trubke dĺžku zasunutia konca trubky do tvarovky podľa hĺbky navařovacej objímky tvarovky. Pri tom je potrebné vziať do úvahy, že koniec trubky nesmie byť dotlačený až k dorazu v objímke tvarovky. Musí zostať voľná medzera min. 1 mm pre zhrnutý materiál, ktorý by zužoval priechod tvarovky v mieste zvára.
4/ Ďalej sa odporúča označiť pozíciu zvárania na trubke aj na tvarovke, tým sa zabráni otočeniu trubky voči tvarovke po zasunutí. K tomuto účelu môžeme využiť montážne rysky na tvarovkách.
5/ Po označení je nutné zvárané plochy očistiť a odmastit. Bez tohto odmastenia nemusí dôjsť k ideálnemu prepojeniu roztavených vrstiev! Teraz pristúpime k vlastnému nahriatiu.
6/ Najprv nasunieme na nahriaty nástavec tvarovku, ktorá má silnejšiu stenu než trubka a zohrieva sa dlhšie a skontrolujeme, či nie je na nástavci príliš voľná. Tvarovku, ktorá nedosedá po celom povrchu na nástavec, vyradíme, pretože nerovnomerné nahriatie vedie k nekvalitnému zváru. Po tvarovke zasunieme do nahriatého nástavca trubku. Pre tesnosť zasunutia platí to isté, čo pre tvarovku.

7/ Obe časti nahrejeme po dobu stanovenú v tabuľke:
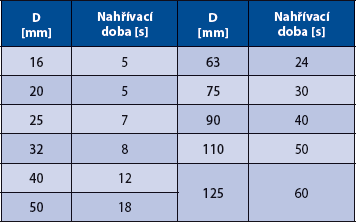
Doba ohrevu sa meria od chvíle, kedy sú trubka a tvarovka nasunuté na zváracom nástavci v plnej dĺžke, ktorá bola označená. Pri nesprávnom zasúvaní trubky a tvarovky na tŕň je možné mierne otáčanie oboch dielov (max. 10°), než sú nasunuté v požadovanej dĺžke. Počas ohrevu nie je dovolené žiadne pootočenie, aby nedošlo k zhrnutiu materiálu.
8/ Po uplynutí doby ohrevu vyberieme zo zváracieho nástavca tvarovku aj trubku a spojíme ich tak, že trubku pomalým rovnomerným tlakom zasunieme bez pootočenia osovo do objímky tvarovky až po hĺbku zasunutia. Skontrolujeme osové spojenie trubky s tvarovkou.

9/ Nižšie uvedená tabuľka uvádza časy od sejmutia z nástavca po zasunutí trubky do tvarovky:
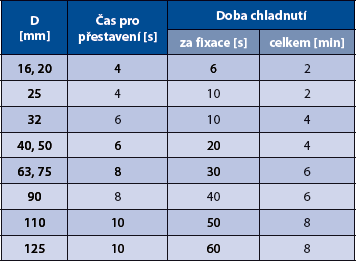
V prípade prekročenia uvedenej doby hrozí nebezpečenstvo ochladenia roztavenej vrstvy a vytvorenia nekvalitného studeného spoja. Čerstvý spoj fixujeme a necháme schladnúť podľa časových údajov v tabuľke vyššie. Potom už nemôže dôjsť k povyjetiu trubky z tvarovky, spôsobené zváracím tlakom a zmenou polohy tvarovky voči trubke.
Napustenie potrubia vodou je možné najskôr 1 hodinu po vykonaní posledného zváru.
Sme schopní dodať aj iné rozmery, než uvádzame v našej ponuke. Pre zistenie dostupnosti nám pošlite dopyt.