PPR nástenka - 20 x 1/2" vnútorné
pre spájanie zváraním
2,55 € bez DPH



- pre rozvody teplej a studenej vody
- pre spájanie zváraním
Potrebné náradie
1 / Elektrická zváračka pre polyfúzne zváranie, opatrená zváracími nástavcami potrebnej dimenzie
2 / Dotykový teplomer
3 / Špeciálne nožnice alebo rezák (v prípade núdze pílka na železo)
4 / Ostrý vreckový nôž s krátkou čepeľou
5 / Handra z nesyntetického materiálu
6 / Lieh
7 / Meter, značkovač
Príprava náradia
1 / Najprv na zváračku pevne uchytíme zváracie nástavce
2 / Zváračku pomocou regulátora nastavíme na teplotu 250 ° - 270 ° C a zapojíme do siete (doba ohrevu zváračky sa riadi podmienkami okolitého prostredia)
3 / V zahriatom stave vyčistíme zváracie nástavce od nečistôt z predchádzajúceho zvárania handričkou z nesyntetického materiálu, aby nedošlo k poškodeniu teflónovej vrstvy
4 / So zváračkou môžeme začať pracovať, až sa pomocou LED diódy a dotykového teplomeru uistíme, že je zváračka dostatočne nahriata, dotykový teplomer slúži na doregulovanie teploty na 250 - 270 ° C
5 / Správnu funkciu špeciálnych nožníc alebo rezného kolieska skontrolujeme jedným alebo dvoma kontrolnými urezať skúšobnej rúrky - pri kontrolnom rezaní nesmie dôjsť k stlačeniu vonkajšieho priemeru rúrky
Príprava materiálu
1 / Všetok materiál dôkladne prehliadneme pred začatím práce
2 / U prvkov nesmie byť akýmkoľvek spôsobom zoslabená stena
3 / Pri uzatváracích prvkov pred montážou preveríme funkčnosť a závity skontrolujeme protikusom
4 / Zváracie hrdla a časti rúrok na zasunutie do hrdla očistíme a odmastíme
5 / Tvarovky nasunieme na tŕň a skontrolujeme, či nie sú na tŕni príliš voľné - tvarovky, ktoré sa na tŕni kývajú, vyradíme !!!
Vlastný postup zvárania
1 / Nameriame potrebnú dĺžku rúrky a rúrku odrežeme (musíme Ak pri tom použiť pílku na železo, nožom očistíme odrezaný okraj rúrky od ostrapkov)

2 / Ďalej sa odporúča nožom alebo špeciálnym prípravkom zraziť pod uhlom 30 ° - 45 ° vonkajší okraj konca rúry určený pre nahriatie, a to predovšetkým u priemerov nad 40 mm (odhranění). Tým sa zabráni hrnutí materiálu pri zasúvaní konca rúrky do tvarovky.
3 / Fixkou alebo značkovačom sa odporúča označiť na rúrke dĺžku zasunutie konca rúrky do tvarovky podľa hĺbky navarovacie objímky tvarovky. Pritom je potrebné vziať do úvahy, že koniec rúry nesmie byť dotlačený až na doraz v objímke tvarovky. Musí zostať voľná medzera min. 1 mm pre zhrnutý materiál, ktorý by zužoval prierez tvarovky v mieste zvaru.
4 / Ďalej sa odporúča označiť pozíciu zvaru na rúrke i na tvarovke, tým sa zabráni pootočení rúrky voči tvarovke po zasunutí. Na tento účel možno využiť montážne rysky na tvarovkách.
5 / Po označení je nutné zvárané plochy očistiť a odmastiť. Bez tohto odmastenie nemusí dôjsť k ideálnemu prepojeniu natavených vrstiev! Teraz pristúpime k vlastnému nahrievanie.
6 / Najprv nasunieme na nahriaty nástavec tvarovku, ktorá má silnejšiu stenu ako rúrka a prehrieva sa dlhšie a skontrolujeme, či nie je na nástavci príliš voľná. Tvarovku, ktorá nedosadá po celom povrchu na nadstavec, vyradíme, pretože nerovnomerné nahrievanie vedie k nekvalitnému zvaru. Po tvarovke zasunieme do nahrievacieho nástavca rúrku. Pre tesnosť zasunutie platí to isté, čo pre tvarovku.

7 / Obidve časti nahrievame po dobu stanovenú v tabuľke:
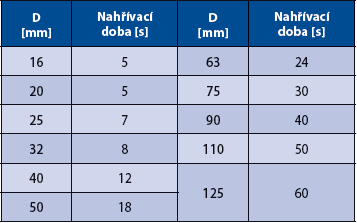
Doba prehrievania sa meria od chvíle, keď sú rúrka aj tvarovka nasunuté na zváracom nástavci v plnej dĺžke, ktorá bola vyznačená. Pri zlom zasúvaní rúry a tvarovky na tŕň je možné mierne otáčania oboch dielov (max. 10 °), ako sú nasunuté v požadovanej dĺžke. Počas prehrievania nie je dovolené žiadne pootáčanie, aby nedošlo ku zhrňovaniu materiálu.
8 / Po uplynutí zahrievacia doby vyberieme zo zváracieho nadstavca tvarovku aj trúbku a spojíme tak, že rúrku miernym pomalým rovnomerným tlakom zasunieme bez pootočenie osovo do objímky tvarovky až po hĺbku zasunutia. Skontrolujeme osové spojenie rúrky s tvarovkou.

9 / Nižšie uvedená tabuľka udáva časy od zdvihnutí z nástavca po zasunutí rúrky do tvarovky:
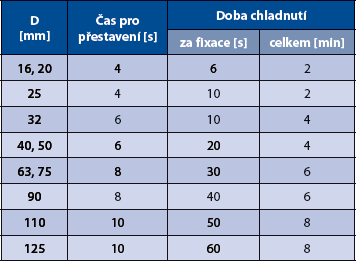
V prípade prekročenia uvedenej doby hrozí nebezpečenstvo ochladenie natavené vrstvy a vytvorenie nekvalitného studeného spoja. Čerstvý spoj fixujeme a necháme vychladnúť podľa časových údajov vo vyššie uvedenej tabuľke. Potom už nemôže dôjsť k povyjetí rúry z tvarovky, spôsobené zváracím tlakom a zmene polohy tvarovky voči rúrke.
Napustenie potrubia vodou je možné najskôr 1 hodinu po prevedení posledného zvaru.